Внедрение подкладных втулок для защиты сварных соединений труб с внутренним покрытием стало развитием бессварочной муфтовой технологии соединения труб, которая за прошедшие четверть века доказала свою высокую эффективность.
Конструкция втулки подкладной Aitech обуславливает ряд преимуществ данной технологии. Во-первых, в процессе монтажа втулки не требуется применение герметизирующей мастики, благодаря чему повышается надежность герметизации сварного шва и околошовной зоны, а необходимость в подогреве труб в зимний период и приготовлении мастик в полевых условиях отпадает.
Во-вторых, верхний температурный предел эксплуатации втулок достаточно высок и составляет 200 оС. Пределы по давлению и ударным и деформирующим нагрузкам также достаточно высоки.
И, что особенно важно, за счет конструктивных особенностей втулок Aitech уменьшение проходного сечения трубопровода в зоне сварного соединения оказывается гораздо меньшим, чем при использовании аналогов. Благодаря этому рост гидравлического сопротивления минимален и возможно применение внутритрубных устройств для очистки трубопроводов.
Начало изысканий в области защиты соединений труб с внутренним антикоррозионным покрытием, в том числе и сварным, было положено более тридцати лет назад. С тех пор был предложен целый ряд способов решения этой задачи:
- Нанесение покрытия на внутреннюю поверхность соединений труб после их соединений сваркой;
- Плакирование внутренней поверхности концов труб втулками из коррозионностойкой стали и соединение труб сваркой по технологии сварки двухслойных сталей;
- Установка на внутренней поверхности концов труб жертвенного материала (протектора);
- Установка внутри концов труб втулок, герметично перекрывающих сварное соединение труб от полости трубопровода, до или после их соединения сваркой;
- Наплавления на внутреннюю поверхность концов труб самофлюсующегося коррозионностойкого металла и соединение труб сваркой;
- Установка патрубков из коррозионностойкой сталина концах труб сваркой по технологии соединения разнородных металлов;
- Соединения труб без теплового воздействия на материалы труб и покрытия, которые можно сгруппировать по следующим видам: а) фланцевое; б) муфтовое (разъемное и неразъемное); в) раструбное (разъемное и неразъемное).
Некоторые из этих способов, действительно, вошли в практику строительства трубопроводов системы нефтесбора и поддержания пластового давления (ППД). Многие из трубопроводов, построенных в свое время по бессварочной технологии с неразъемными муфтовыми соединениями, выдержали 25 и более лет эксплуатации. В системах ППД данный класс технологий начал использоваться в 1993 году на промыслах Объединения «Удмуртнефть». В системах сбора нефти и ППД предприятий ОАО «ЛУКОЙЛ» в общей сложности смонтировано более 1000 км промысловых трубопроводов, состыкованных по бессварочной технологии. За все время эксплуатации трубопроводов не было отказов по неразъемным муфтовым соединениям труб.
В 2002 году бессварочная технология начала применяться на трубопроводах системы ППД ОАО «Коминефть», где аварийность доходила до 20 порывов на один километр в год. Тогда технологией были охвачены 53 км трубопроводов, которые и по сей день работают фактически безаварийно. Применялась технология и на других предприятиях.
ГЕРМЕТИЗАЦИЯ ПОДКЛАДНОЙ ВТУЛКИ МАСТИКОЙ
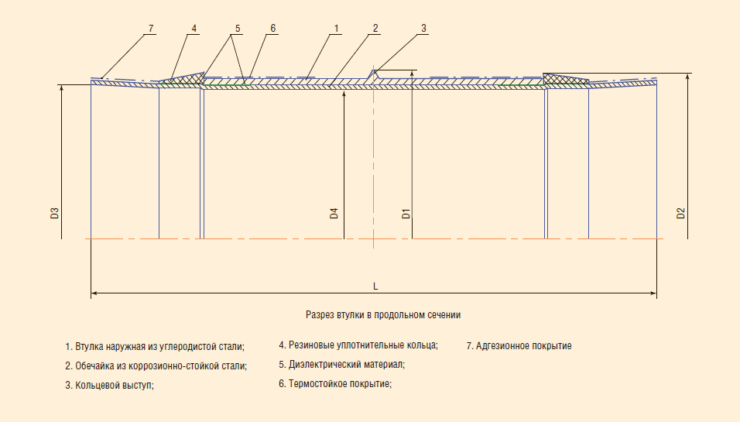
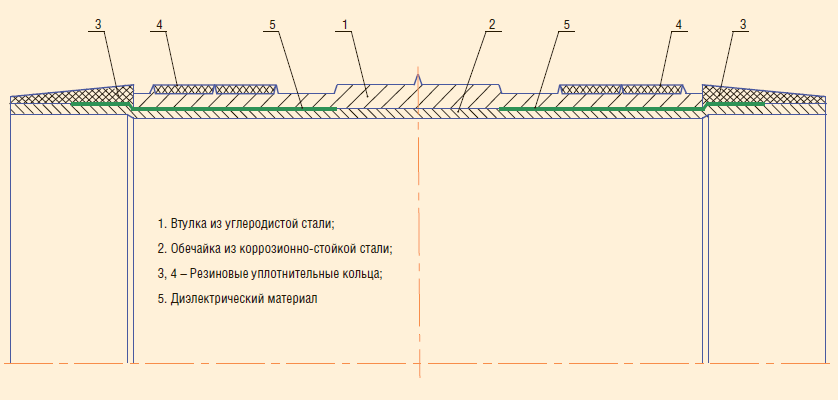
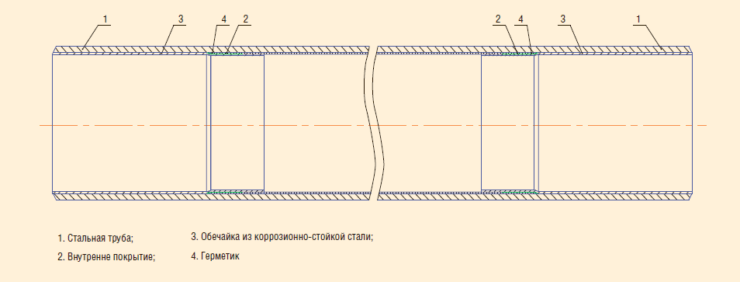
В настоящее время подкладные втулки используются при соединении труб методом сварки. Конструкция труб втулки Aitech для защиты от коррозии сварного соединения труб с внутренним покрытием состоит из нескольких элементов (рис. 1). Прежде всего, это наружная втулка из углеродистой стали. Обечайка выполнена из коррозионностойкой стали 12Х18Н10Т. В центре втулки предусмотрен кольцевой выступ, предназначенный для центрирования изделия при монтаже и приваривания к сварному стыку трубопровода. Размещенные на концах втулки резиновые манжеты предотвращают контакт материала втулки с материалом трубы. Концы втулки изолированы друг от друга диэлектрическим материалом. Снаружи втулка защищена консервационным термостойким покрытием. Перед установкой подкладной втулки в трубы на их концы внутри наносят герметизирующую мастику определенного количества.
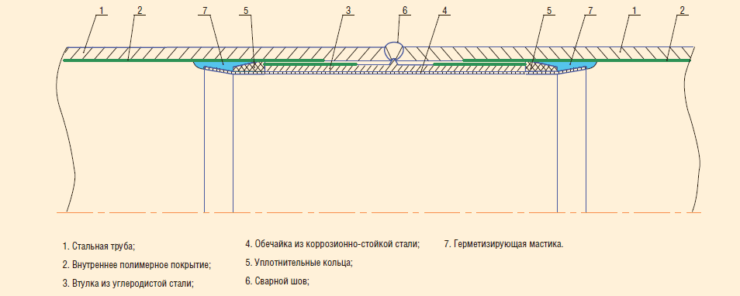
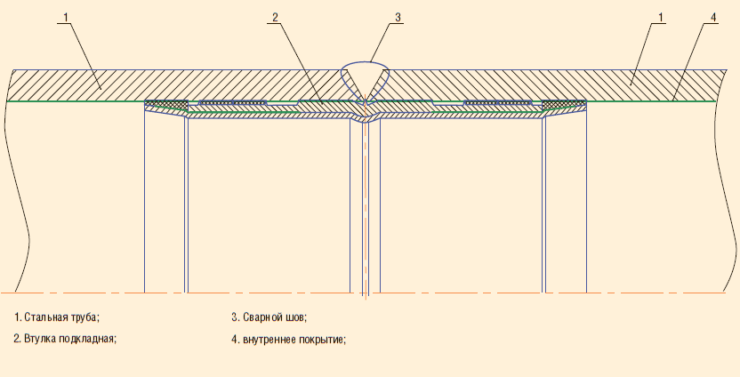
На рис. 2 показана технология установки втулки с использованием герметизирующей мастики.
ГЕРМЕТИЗАЦИЯ ПОДКЛАДНЫХ ВТУЛОК БЕЗ МАСТИКИ
Нанесение герметизирующей мастики в полевых условиях создает массу проблем и рисков. С одной стороны, надежность герметизации в значительной мере зависит от качества замешивания мастики, нанесения ее на трубы и подготовки поверхности труб. С другой стороны, довольно сложно проверить герметизацию установленной втулки. Особенную сложность этот процесс приобретает при отрицательных температурах окружающей среды и выпадении осадков.
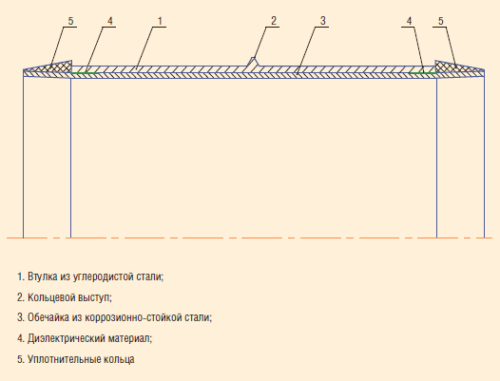
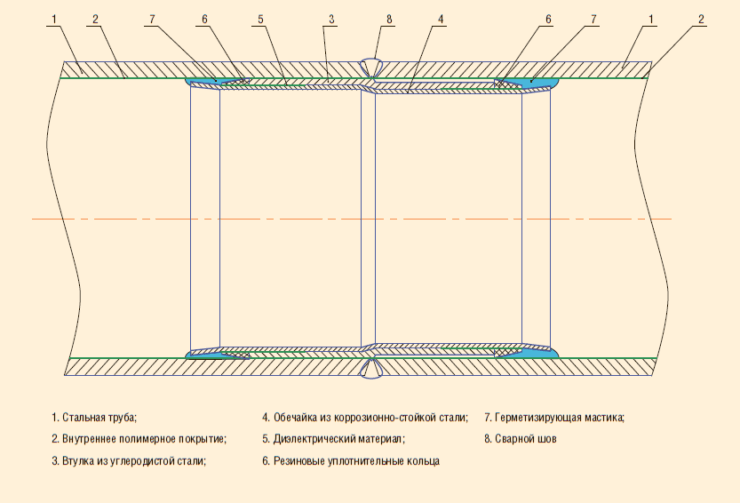
В этой связи в рамках совершенствования технологии специалисты нашей компании разработали новую конструкцию втулки Aitech для герметизации соединения без использования мастики (рис. 3). Конструктивно по основным параметрам новая модификация совпадает с ранее выпускавшимися подкладными втулками, но отличается технологией и оборудованием для ее установки внутри концов труб. Резиновые уплотнения доходят до конца обечайки.
Главное отличие состоит в отсутствии у втулки Aitech внутреннего покрытия, от втулок изготавливаемых другими предприятиями, что позволяет приваривать ее по всему периметру кольцевого выступа, тогда как температура разогрева обечайки из нержавеющей стали достигает 500 оС. Кроме того, сужение сечения трубопровода в интервале установки втулки оказывается гораздо меньшим, что особенно важно при использовании очистных устройств.
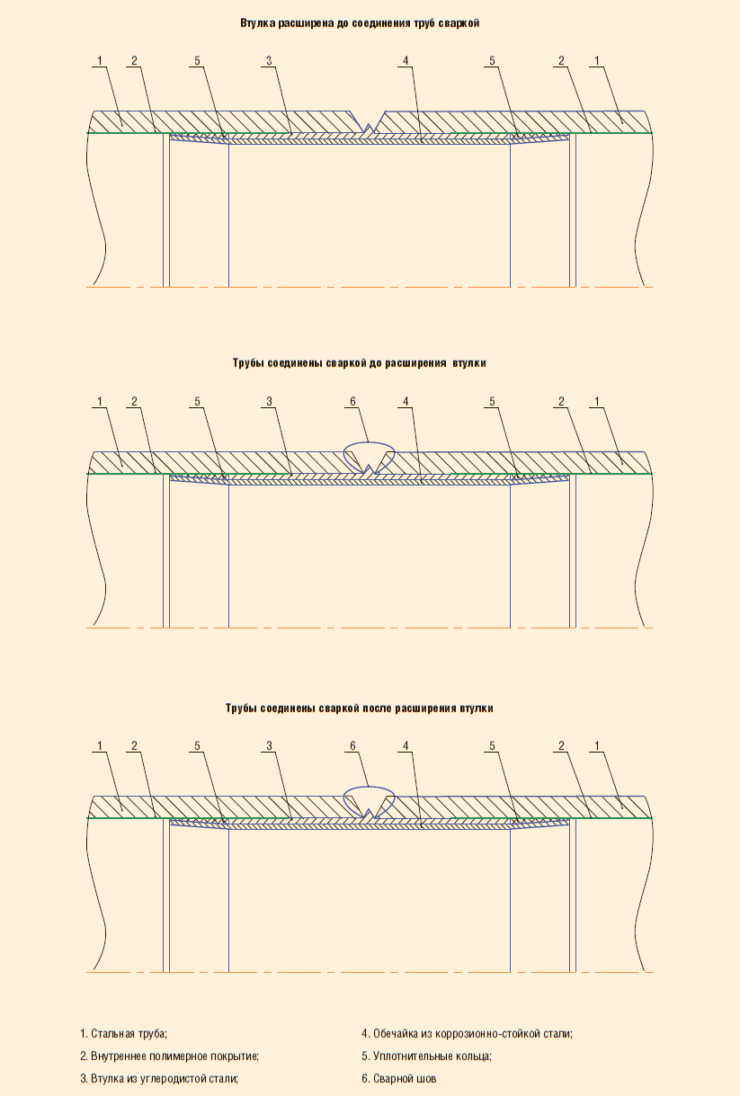
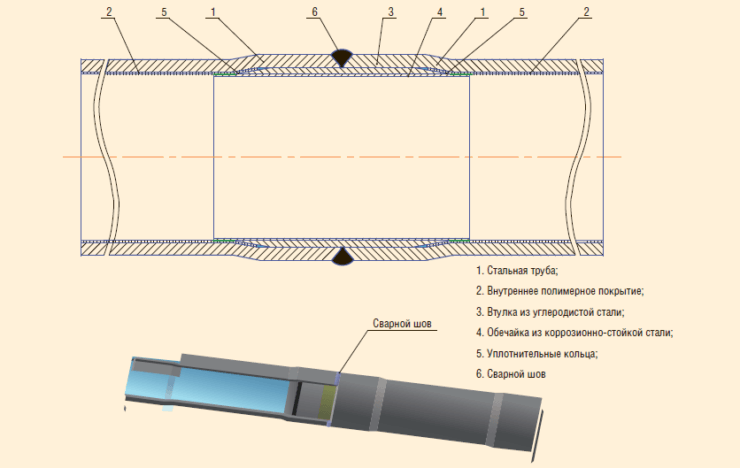
Установка втулки Aitech производится следующим образом. Втулку с уплотнительными элементами на концах обечайки из высоколегированной коррозионностойкой стали устанавливают внутри концов труб, где торцы труб упираются в кольцевой выступ наружной части втулки (рис. 4). Внутри подкладной втулки размещают расширитель, при помощи которого расширяют ее напротив уплотнительных элементов или по всей длине подкладной втулки до соприкосновения ее поверхности с внутренней поверхностью концов труб. Между поверхностями создается контактное давление. При этом уплотнительные элементы одновременно сжимаются между поверхностями подкладной втулки Aitech и концов труб. После этого концы труб соединяют электродуговой сваркой. При этом втулку Aitech фиксируют через кольцевой выступ наружной втулки к сварному шву труб. Расширение подкладной втулки можно произвести и после соединения труб электродуговой сваркой.
ВТУЛКИ AITECH ДЛЯ СИСТЕМ ППД
Отдельная модификация подкладной втулки была разработана специально для трубопроводов системы ППД (рис. 5). Конструкция рассчитана на рабочее давление до 25 МПа (250 кгс/см2) и также устанавливается без использования герметизирующей мастики. Конструкция втулки фактически повторяет предыдущую, но в ее наружной части предусмотрены специальные выступы для закрепления уплотнительных резиновых колец.
В лабораторных условиях испытания втулки с недоваренным швом проводили на давление 350 и 450 атмосфер (рис.6). Никаких проблем не возникло. Стендовые испытания проводились в ОАО «Татнефть» с монтажом втулки в сварном соединении труб для системы ППД без использования мастики. Также получен положительный результат.
ДРУГИЕ ВАРИАНТЫ ПРИМЕНЕНИЯ ВТУЛОК AITECH
Один из вариантов применения технологии предполагает защиту стыков с комбинированием вариантов исполнения втулки (рис.7). То есть по одну сторону от шва втулка может герметизироваться с использованием мастики, а по другую – без нее. Данный вариант может быть использован, например, при соединении концов двух трубопроводов.
Подкладные втулки Aitech также обеспечивают герметичность соединения труб с раструбными концами и защитным покрытием (рис. 8). Раструбное сварное соединение с подкладной втулкой обеспечивает надежную защиту сварного шва и околошовной зоны от агрессивной среды. Сварное соединение такого типа можно использовать для высоконапорных водоводов с внутритрубным давлением до 10 МПа и выше. Данное соединение практически не влияет на гидравлическое соединение трубопровода, что особенно заметно при больших расходах рабочей среды.
При этом также упрощается монтаж раструбного сварного соединения, так как сама подкладная втулка центрирует концы труб при сборке стыка. Герметизирующая мастика наносится в существенно меньшем количестве, чем в обычном случае – только на концевые участки втулки, чего вполне достаточно для обеспечения герметичности в зоне сварного шва.
СРАВНЕНИЕ С ВТУЛКАМИ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ

Подкладные втулки марки Aitech обладают целым рядом преимуществ относительно распространенных на рынке втулок с полимерным покрытием.
Во-первых, при применении втулок Aitech площадь поперечного сечения трубопровода сокращается значительно меньше, чем при применении втулок с полимерным покрытием (рис. 9). Причем в случае трубопроводов малого диаметра эта разница может быть более чем двукратной. Это обеспечивает существенное снижение гидравлических потерь и возможность очистки трубопроводов очистными устройствами.
Во-вторых, втулка Aitech приваривается к сварному шву по всему периметру, что обеспечивает ее надежное крепление к трубопроводу и исключает ее срыв потоком транспортируемой среды. Это преимущество оказывается наиболее значимым для применения при строительстве высоконапорных водоводов и трубопроводов большого диаметра.
Наконец, малыми размерами зазора между концами втулки подкладной Aitech и концами труб с внутренним полимерным покрытием обеспечивается более надежная изоляция сварного соединения трубопровода от его полости.
ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ТРУБ
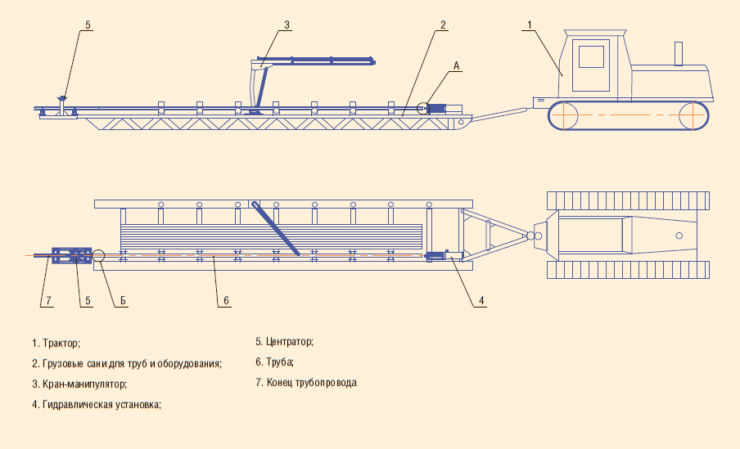
Один из вариантов организации процесса соединения труб с использованием подкладных втулок Aitech показан на рис. 10. Целевое время установки втулки составляет 10 минут, что соответствует времени сварки шва. На рис. 11 схематически изображен один из вариантов технологического решения, используемого при установке и закреплении втулки подкладной внутри концов труб как в цеховых условиях при изготовлении плети из труб с внутренним покрытием, так и в полевых условиях в процессе монтажа трубопровода. Такая схема использовалась при бессварочной стыковке труб в течение двадцати пяти лет и доказала свою эффективность. В данном случае при стыковке труб для систем нефтесбора втулка расширяется гидравлическим прессом с усилием 10 тонн. Для систем ППД усилие должно составлять 30-40 тонн.
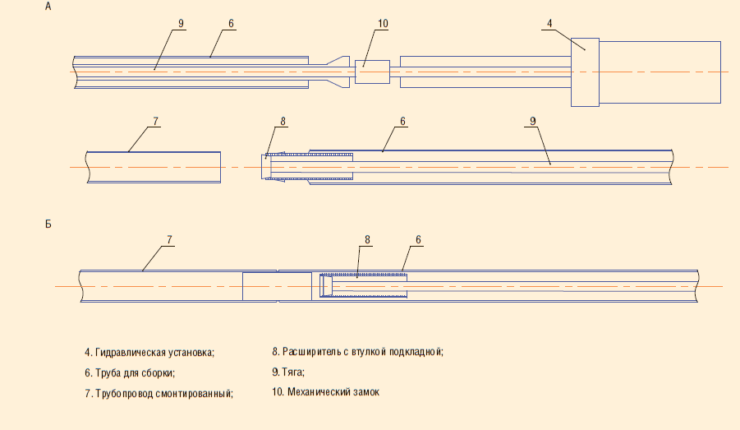
Представленные на рис. 12 технологическое решение и оборудование могут быть использованы для установки внутри концов труб обечаек из высоколегированной коррозионностойкой стали, перекрывающих концы внутреннего покрытия труб в стационарных условиях при производстве труб с внутреннем покрытием и в полевых условиях при монтаже трубопровода. Со стороны покрытия наносится герметик или же устанавливаются резиновые уплотнения. Втулка устанавливается в течение одной минуты.
В соответствии с письмом Ростехнадзора разрешение на установку подкладных втулок не требуется.